
2026-03-01
содержание
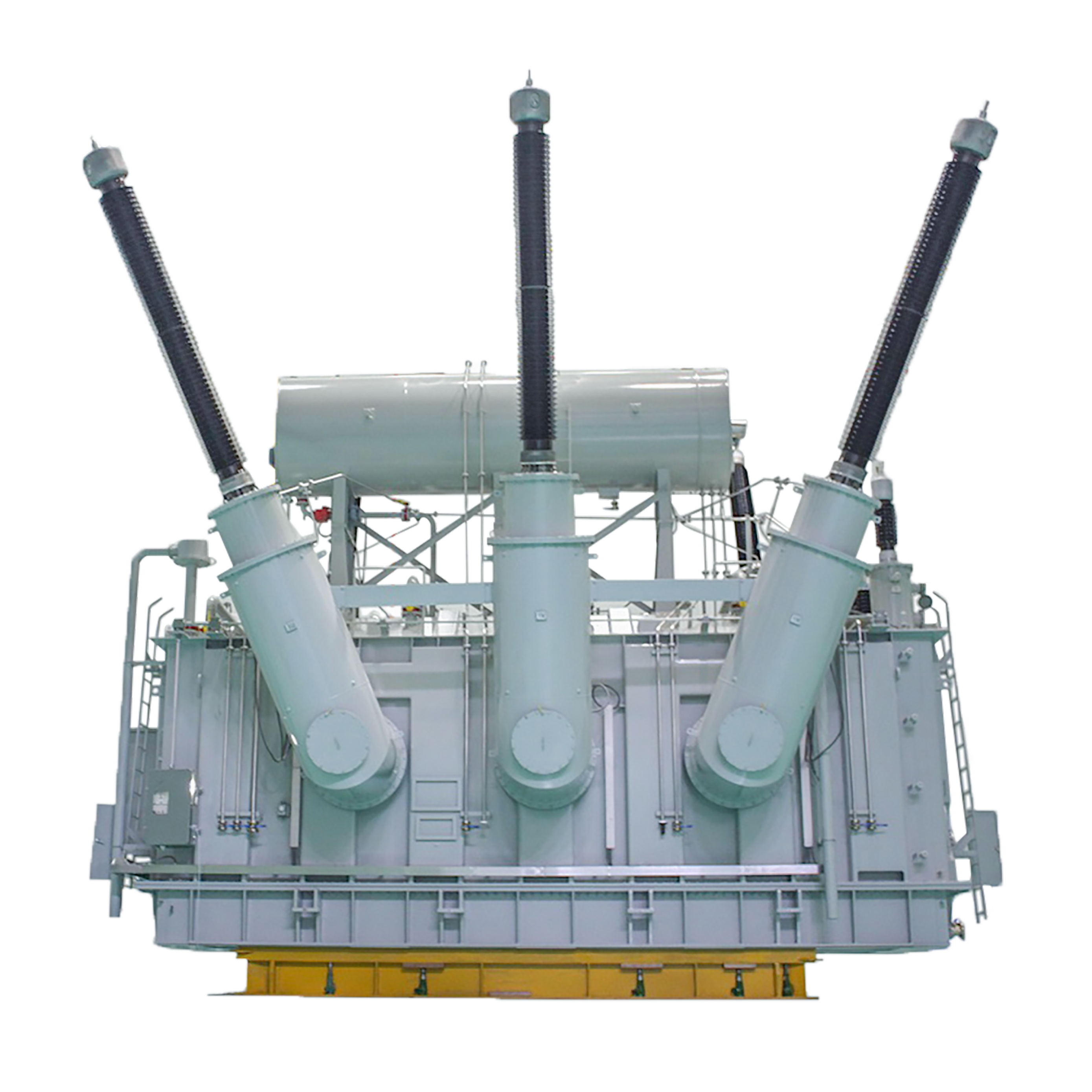
Когда заходит речь о герметичных вводах, многие сразу думают о полной и вечной защите от внешней среды. Но на практике это, конечно, иллюзия. Срок службы есть у всего, а его длина зависит от кучи факторов: от качества монтажа на месте до регулярности осмотров. Вот об этом и хочется порассуждать, отталкиваясь от того, что видишь в поле, а не только в спецификациях.
Тренд последних лет — повсеместный переход на цельнолитые или композитные конструкции. Старые фарфоровые бандажи постепенно уходят, и это логично. Проблема фарфора не только в хрупкости, но и в потенциальных микротрещинах, которые со временем становятся проводниками влаги. Новые материалы, те же эпоксидные смолы с наполнителями, дают другую картину. Но и тут есть нюанс: не всякая ?литая? конструкция одинаково хороша. Видел образцы, где через пару лет термоциклирования проявлялась неоднородность материала, а значит, и риски.
Ключевой момент, который часто упускают при выборе — это не просто паспортные данные по напряжению, а реальные условия эксплуатации. Например, для подстанций в прибрежных зонах с солёным воздухом или в промышленных районах с агрессивной атмосферой требования к изоляции и герметизации соединений должны быть на порядок выше. Стандартный тест — это одно, а постоянное воздействие химикатов — совсем другое.
Здесь, кстати, можно отметить подход некоторых производителей комплектующих, которые работают на опережение. Взять, к примеру, ООО Ляонин Цзыян Электрик (https://www.ziyangelectric.ru). Компания, основанная в 2021 году в Шэньяне, хоть и молодая, но сразу ориентируется на современное оборудование и контроль качества. Их акцент на сборку комплектующих для трансформаторов, включая, вероятно, и узлы вводов, в условиях, где есть и транспортная доступность, и промышленные ресурсы, говорит о понимании важности именно технологической базы. Это не гарантия, но важный фактор.
Самая частая история — нарушение технологии затяжки. Моментный ключ есть не всегда, а если и есть, то его показаниям не доверяют, полагаясь на ?чувство меры? монтажника. Результат — перетянутые или недотянутые соединения. В первом случае можно повредить уплотнения или даже корпус герметичного ввода, во втором — обеспечить медленную ?подсоску? влаги. И то, и другое проявится не сразу, а через несколько лет.
Ещё один момент — подготовка поверхности. Кажется, что всё просто: очистить от грязи и масла. Но на деле, особенно при ремонте или замене в полевых условиях, этим часто пренебрегают. Остатки старой прокладки, мелкая металлическая стружка, окислы — всё это ломает геометрию уплотнения. Видел случай, когда после плановой замены ввода на одном из агрегатов через полгода начал ?потеть? нижний фланец. Разобрали — а там посадочное кольцо было положено на слой старого герметика, который приняли за часть металла.
Первые ?звоночки? редко бывают катастрофическими. Это не обязательно явная течь. Чаще это микроскопические следы масла на пыли вокруг ввода, едва заметное изменение цвета изолятора в месте контакта с металлом, или чуть завышенные показания по газохроматографическому анализу масла (рост содержания водорода и метана). Игнорировать это — прямой путь к внеплановому отключению.
Идеального рецепта нет, но есть проверенный набор действий. Во-первых, визуальный осмотр. Не раз в пять лет по регламенту, а хотя бы раз в год, а в тяжёлых условиях — и чаще. Искать нужно не только течи, но и трещины, сколы, вздутия на поверхности изолятора, коррозию на металлических частях.
Во-вторых, термография. Контроль температурных полей во время работы под нагрузкой — бесценная вещь. Перегрев в месте контакта — верный признак проблем с соединением или начала внутренних процессов деградации. Современные тепловизоры доступны, и это не роскошь, а стандартный инструмент.
В-третьих, чистка. Казалось бы, мелочь. Но слой проводящей пыли, смешанной с влагой, на поверхности изолятора может создать паразитные токи утечки и пути перекрытия. Мыть нужно аккуратно, без абразивов и сильных растворителей, которые могут повредить материал.
И главное — документация. Фото до и после, записи о моменте затяжки, марке использованного контактной пасты или смазки (если она применялась). Когда через 10 лет встанет вопрос о замене, эти записи помогут понять, что делали в прошлый раз, и избежать повторения ошибок.
Это самый сложный вопрос. Если есть явный дефект литья — трещина, откол — тут всё ясно: только замена. А если проблема в уплотнении? Теоретически, можно разгерметизировать, заменить прокладки, повторно залить компаундом. Но на практике это паллиатив. Качество заводской герметизации в автоклаве или вакуумной камере почти невозможно повторить в мастерской, не говоря уже о полевых условиях.
Поэтому правило у нас простое: если нарушена целостность основного изоляционного тела — меняем весь узел. Если проблема локализована на внешнем фланцевом соединении и есть доступ к качественным ремонтным комплектам от производителя — можно пробовать ремонт. Но с обязательной последующей проверкой на герметичность и диэлектрические свойства под повышенным напряжением.
Был у нас опыт с попыткой восстановить ввод на старом трансформаторе 6 кВ. Замена была дорогой и требовала длительного простоя. Решили заменить уплотнительные кольца и нанести новый герметик. Процедуру провели, тесты на месте прошли. Но через 8 месяцев — рост газов в масле. Пришлось всё равно менять, но уже в аварийном режиме и с большими потерями. Вывод: сэкономили на малом, потеряли на большем.
Судя по новым разработкам, которые появляются на рынке, акцент смещается в сторону ?умных? решений. Речь не об IoT для всего подряд, а о встроенных датчиках. Датчики давления внутри полости ввода для контроля герметичности, датчики частичных разрядов, встроенные прямо в изолятор. Это уже не фантастика, а серийные образцы у некоторых производителей.
Такая диагностика в реальном времени кардинально меняет подход к обслуживанию. Вместо плановых ремонтов по графику — переход на обслуживание по фактическому состоянию. Это экономит ресурс и предотвращает аварии. Но и ставит новые вопросы: надёжность самих датчиков, их калибровка, стоимость внедрения для парка старого оборудования.
Ещё один тренд — дальнейшая адаптация материалов. Поиск композитов, которые будут одинаково стабильны и в сорокаградусный мороз, и в жару под прямым солнцем, и при резких перепадах нагрузки. Это вопрос не одного дня. Но видно, что работы идут, и те компании, которые вкладываются в НИОКР, как та же Цзыян Электрик с её современными производственными площадями, в перспективе могут предложить интересные решения. Их позиция как сборщика комплектующих позволяет гибко реагировать на запросы по конкретным узлам, в том числе и по вводам.
В итоге, возвращаясь к началу. Обслуживание герметичных вводов — это не свод жёстких правил, а скорее практика внимательного наблюдения, основанного на понимании физики процессов. Тренды задают материалы и диагностика, но последнее слово всегда за тем, кто с ключом и тепловизором подходит к трансформатору. Ошибки будут всегда, главное — чтобы они становились опытом, а не аварией. И помнить, что даже самая совершенная герметичность требует к себе уважения и периодического взгляда опытного специалиста.